Don't control the machine to fix or extricate cutting bits or devices. Workpieces and stock must be inflexibly affixed to the process bed with clamps, a bad habit, or extraordinary installations. Utilize fitting speeds and nourishes for the sort and measure of cutter being utilized and the fabric being machined. Make any doubt the cutting instrument is obvious of the workpiece sometime recently beginning the machine.
The Choice of milling Direction
In the milling preparations, the workpiece can be bolstered along or relative to the heading of the device turn, which can influence the beginning and wrap-up characteristics of the cutting. Notwithstanding the prerequisites of machine apparatuses, installations, and workpieces, down processing, is the favored strategy.
In any case, if the instrument is pushed into the workpiece, the feed rate will increment sporadically, which can cause the cutting thickness to be as well expansive and cause the device to break down. In such applications, up-cut processing ought to be chosen. In expansion, when the machining stipend changes significantly, it is more beneficial to select up-milling.
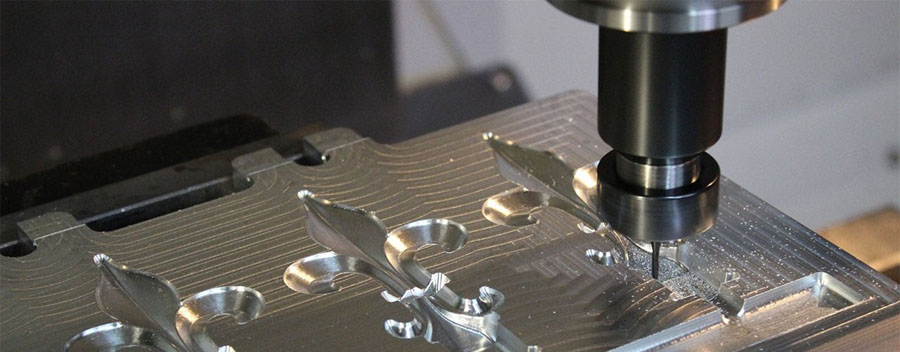
Apparatus Diameter and Positioning
The choice of milling cutter breadth is as a rule based on the width of the workpiece and the viable control of the machine device. Particularly when performing face milling, the processing width of the workpiece will specifically decide the assurance of the milling cutter breadth, since it makes a difference to guarantee great chip arrangement and appropriate cutting-edge stack. In a perfect world, the situating of the milling cutter ought to continuously be marginally off-center, since the cut shaped by each edge at this time is exceptionally little, and the passage and exit of the edge are conducive to chip arrangement and avoid effect load.
But in case the instrument is situated to the center when the cutting edge enters or exits the entry point, the normal spiral constrain will proceed to alter in the course, the machine apparatus axle will vibrate, and the edge may break, coming about in destitute surface quality.
Section And Exit Conditions
Each time a processing cutter edge enters the entry point, the cutting edge may be influenced by impact load.
This depends on the chip cross area, workpiece material, and the type of chip used. For the milling handle, it is greatly critical that the sort of starting and last contact between the cutting edge and the workpiece material is suitable. In expansion, the exact situating of the device is additionally vital for the section and exit of the cutting edge.
The width of the workpiece is more prominent than or breaks even with the distance across the milling cutter
In this case, the center line of the instrument is the exterior width of the workpiece, and the peripheral tip of the device will be unequivocally affected when the edge cuts in. This implies that the foremost delicate parts of the instrument are helpless to the beginning affect stack. The edge will moreover take off the incision and as it was keep the tip contact, which suggests that the cutting drive will be connected to the furthest conclusion.
The distance across the processing cutter is somewhat bigger than the width of the workpiece.
In this case, the center line of the device and the edge of the workpiece are within the same straight line. When the chip thickness is at its most extreme, the edge will take off the cut, and the effect stack will be exceptionally tall when the edge cuts in and cuts out.
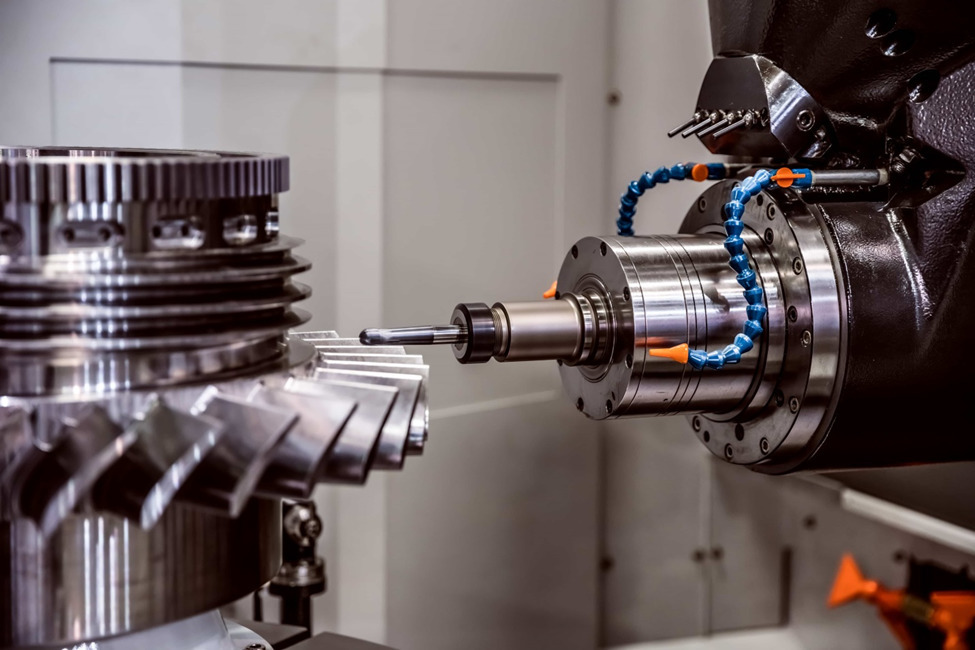
The Advantages of the milling process
Compared with standard machining, the milling time can be abbreviated, and the generation proficiency and utilization rate of the machine device can be improved.
Few thermal misshaping of the workpiece, high machining precision, great surface quality, and wide extend of preparing innovation, appropriate for preparing thin-walled, ineffectively unbending, and effectively thermally distorted parts.
The device cooling of the high-speed milling machine device receives oil fog semi-dry cooling, utilizing uncommon high-speed cutting oil, and the least greasing up oil supply. A lean oil film is shaped on the surface
The Determination of High-Speed Cutting Oil
When cutting copper, aluminum amalgam and non-ferrous metals, and light metals, the cutting drive and cutting temperature are not tall. Select uncommon cutting oil for copper and aluminum combined with a low extent of anti-wear operators but great erosion resistance.
When cutting combination steel, on the off chance that the cutting volume is low and the surface harshness is little, such as broaching and string cutting require cutting oil with amazing extraordinary weight execution, extraordinary weight cutting oil with sulfurized greasy corrosive ester as the most added substance can be selected.
When cast presses and bronze are fragile materials, chipping chips are regularly shaped amid cutting, which are simple to stream with the cutting oil and stream into the machine device rails to cause harm to the parts. Utilize cutting oil with great cooling and cleaning execution and do great work of sifting.
When cutting titanium combinations, the extraordinary weight execution of the cutting oil is amazingly requested. In expansion, it is vital to conduct a comprehensive test on the ease and erosion properties of the oil to avoid hydrogen embrittlement and built-up edge issues amid the machining process.

Si Usted está interesado en nuestros productos y desea saber más detalles, deje un mensaje aquí, le responderemos tan pronto como nosotros ... puedamos.




 IPv6 network supported
IPv6 network supported
 English
English русский
русский 中文
中文